
|
|||||||
|
|||||||
|
||||||
|
||||||
|
||||||||||||
|
||||||||||||
|
|||||||||
|
|||||||||
|
|||
|
|||
|
|||||||||||||
|
|||||||||||||
|
|||||||||
|
|||||||||
|
||
|
||
|
|||||
|
|||||
|
||
|
||
|
|||
|
|||
|
|||
|
|||

�Ϻ����ˌ��I�ṩZRGJD-YQ�C�Һ��һ�w���C�ό�Ӗ�����b��,�nj��I�Ľ̌W�O�����a�S�ң��҂��gӭ�����҂����a���ؿ���ZRGJD-YQ�C�Һ��һ�w���C�ό�Ӗ�����b�ã��������ṩ���I�Ľ�Q�������̌W�O����Խ�Q�̎��̌Wȱ��ƽ�_���W��ȱ�ٌ��ٽ����y�}��ZRGJD-YQ�C�Һ��һ�w���C�ό�Ӗ�����b�ã������˹�˾��Ʒ�|Ч�汣�Ͻ̌W�aƷ�� �������еĈDƬ�酢���DƬ,�H������,�Ԍ�����.
�����P�I�~��ZRGJD-YQ�C�Һ��һ�w���C�ό�Ӗ�����b��
һ���C�Һ��һ�w���C�ό�Ӗ�����b����ɵĹ����΄�
�C�Һ��һ�w���C�ό�Ӗ�����b�Ì�Ӗ�����_�ܞ��X�Ͻ��ͲĽY����������ɰ��b���φ�Ԫ���gЪʽ���ͼ��A�o��Ԫ���_����Ԫ���@�׆�Ԫ�ͷ֒���Ԫ��������PLC���C��׃�l�����|�����������������ஐ������늙C�������p��늙C��ֱ��늙C��Һ���Cϵ�y���@�C����Һ���M�oϵ�y���≺����ϵ�y�ȣ�����һ�����͵ęC늚�Һ�C�ϑ���ϵ�y�������M�е��͙C늚�Һһ�w��ϵ�y�İ��b��Һ����ӹ�·���b��늚���ƾ�·�������|�����cPLC���̼��{ԇ�����C�{ԇ���\�еȼ���Ӗ�����Ķ�ʹ�W�����ՙC늚�Һ�����P֪�R�ͼ��ܡ�
�����Ŀ�̌W����Ҫ��ɵĹ����΄����£�
�΄�һ���O�䰲�b�c�{��
(1)���ϡ����͡��A�o���֒����Ԅӻ��C���İ��b�c�{����
(2)PLC��׃�l����©는�·�����_�P�Դ��늚ⲿ���Ķ�λ���b���{����
(3)��Ӳ����İ��b�c�{����
(4)Һ�������İ��b�c�{����
�΄ն���Һ������ϵ�y�R�D�c��·���b
Һ���C���@�C�M�oϵ�y��Һ����վ��Һ������ϵ�y���R�D�cҺ����·���b��
�΄��������ϵ�y�R�D�c��·���b
�{�����Q���{�١����������ƵȚ��ϵ�y���R�D�c��ܰ��b��
�΄��ģ�늚���ƾ�·ԭ��D�OӋ�c����
�����������������̺Ϳ���Ҫ���OӋ�Ԅӿ���ϵ�y��늚�ԭ��D����ԭ��D���á��B�ӿ���ϵ�y�·��
�΄��壺�����c�{ԇ
��늚���ƾ�·PLC�����|��������ľ����c�{ԇ��
�΄������C늚�Һһ�w���O������C�{ԇ�c�\��
������׃�l�����ƅ����O�ã��Cе�C����Һ�������c���ϵ�y���|�����cPLC늿�ϵ�y���{ԇ�c�\�С�
���w��Ӗ�Ŀ���£�
1. ���φ�Ԫ�İ��b�c�{ԇ�Č�Ӗ��
2. �ӹ���Ԫ�İ��b�c�{ԇ�Č�Ӗ��
3. �@�׆�Ԫ�İ��b�c�{ԇ�Č�Ӗ��
4. �֒���Ԫ�İ��b�c�{ԇ�Č�Ӗ��
5. ���ӆ�Ԫ�İ��b�c�{ԇ�Č�Ӗ��
6. �Ԅ����a�����Ƶİ��b�c�{ԇ�Č�Ӗ��
7. ��ӷ�����ƻ�·�İ��b��
8. ����ٶȿ��ƻ�·�İ��b��
9. ��������ƻ�·�İ��b��
10. ���ϵ�y���b�c�{ԇ��
11. ��ӾC��ϵ�y���OӋ�c���b��
12. Һ��������ƻ�·�İ��b��
13. Һ���ٶȿ��ƻ�·�İ��b��
14. Һ�������ƻ�·�İ��b��
15. Һ��ϵ�y���b�c�{ԇ��
16. Һ���C��ϵ�y���OӋ�c���b��
17. ����늄әC�����D�����·���B���c���Ƴ�����
18. ����늄әC�����·���B���c���Ƴ�����
19. 늄әC�{�ٿ����·���B���c���Ƴ�����
20. ׃�l�����Ƶ��B���c���Ƴ�����
21. ģ�M������Һ��늙C���·�B���c���Ƴ���ľ�����
22. PLC���ƾW�j���Ƽ��g��
23. ��ӡ�Һ��������Ƴ�����
24. ��ӡ�Һ�����������Ƴ�����
25. Ƥ��ݔ�͙C���Ƴ�����
26. �C�һ�w���O����Ƴ�����
27. �Ԅ����a�����Ƴ�����
28. �����b��ͬ�S�ȵ��{����
29. ���φ�Ԫ�ęCе���b�c�{����
30. �ӹ���Ԫ�ęCе���b�c�{����
31. �@�׆�Ԫ�ęCе���b�c�{����
32. �֒���Ԫ�ęCе���b�c�{����
33. ���ӆ�Ԫ�ęCе���b�c�{ԇ��
34. �Ԅ����a���O�䰲�b�c�{ԇ��
35. �C������b���c�{��������
36. �C��O��İ��b�c�{ԇ������
37. �·���b������
38. ���ϵ�y�İ��b�c�{ԇ������
39. Һ��ϵ�y���OӋ�����b�c�{ԇ������
40. ׃�l�����Ԅ����a����ʹ��������
41. PLCģ�M���������Ԅ����a����ʹ��������
42. �C�һ�w���O��Ŀ��Ƴ���ľ���������
43. �Ԅӿ���ϵ�y�İ��b�c�{ԇ������
44. �˙C���桢�M�B���g�ľ����c�{ԇ����
��������������
1.�����Դ�������往��380V��10%
2.���γߴ磺1400mm��960mm��750mm
3.��Һ������Դ���~������ 735W���~������ 1.6mL/r���~������ 6MPa
4.�o���՚≺�s�C�������ԴAC220V��10% 50Hz��ݔ�빦��0.68kW�����Q�ݷe24L���~��������116L/min���~��ݔ���≺1MPa
�����C�Һ��һ�w���C�ό�Ӗ�����b�ø������f�����M��
�C�Һ��һ�w���C�ό�Ӗ�����b����Ҫ�Ɍ�Ӗ�����_�����φ�Ԫ���gЪʽ���ͼ��A�o��Ԫ���_����Ԫ���@�׆�Ԫ���֒���Ԫ�Ȳ��ֽM�ɡ�
1.��Ӗ�����_
���Î�T�β۵Ĺ��I�X�Ͻ��ͲIJ�����壬���ڲ��b���N�Ԅӻ��C����늚⡢Һ������Ӳ��������O�����һ�������ڷ��ø��N�Y�ϼ����ߡ�
2.���φ�Ԫ
�ɹ�������ʽ�ς}����늂����������������ϸ��x�C�������Ϛ�ס��o���՚≺�s�C���ư塢�ϵ�����λ�C����늴��y�������_�P���������ɾ��̿������Ȳ��ֽM�ɡ���Ҫ��ɹ��������ϺͶ�λ������
3.�gЪʽ���ͼ��A�o��Ԫ
�ɻ��_��ס��o���՚≺�s�C���λ����U�p���Ú�ס������_�P��������늴��y���_�P�Դ���ɾ��̿����������S���_����܉���S�С����_ƽ�塢����λ�����A���ϵ��Ȳ��ֽM�ɡ���Ҫ��ɹ������gЪʽ���ͺͶ�λ�A�o������
4.�_����Ԫ
����Һ����վ��ֱ��ʽ�����y��늴œQ���y��Һ���ס�Һ���y�塢�_�P�Դ���ɾ��̿��������ӽ��_�P������׃�������������������y���z�ܡ�Һ���C֧�ܵȲ��ֽM�ɡ���Ҫ��ɹ����ě_���ӹ�ģ�M������
5.�@�׆�Ԫ
�����_ʽ�@����ֱ��늙C����Һ����վ��ֱ��ʽ�����y��늴œQ���y��Һ���ס�Һ���y�塢�_�P�Դ���ɾ��̿�����������׃������������������Һ���z�ܵȲ��ֽM�ɡ���Ҫ��ɹ������@�ӹ�ģ�M������
6.�֒���Ԫ
�ɽ����p��늙C��׃�l�������a�������͎����ɾ��̿��������_�P�Դ���P�͚�ס������_�P���������o���՚≺�s�C��늴��y�����ϙC������늂������Ȳ��ֽM�ɡ���Ҫ��ɹ����ķ֒�������
�ġ��C�Һ��һ�w���C�ό�Ӗ�����b�ù�������
�C�Һ��һ�w���C�ό�Ӗ�����b�õČ�Ӗ�����_���X�Ͻ��ͲĽM�϶��ɣ��_���ϰ��b�����ϡ����͡��_���ӹ����A�o�� �@�ӹ����֒������ϲ۵ȣ�������Һ��ϵ�y���≺ϵ�y��׃�l�����^������ơ�PLC��
1�����φ�Ԫ���ֹ�������������Ͳ�ȣ�����Ҫ�����������ϣ������Ϛ���������λ�������Ϛ���Ƴ�������ϣ����ϵĵ�λ�c���ɸ��O��λ�õĂ������z�y������ׄ����ϵ���� ������Ϲ�����
2�����ͼ��A�o��Ԫ�����φ�Ԫ������ϺA�Ϛ�ׄ�����Ȼ�����Ϛ�ׄ��������_�O�� λ�ú��״μӹ����_��Һ���ׄ�������ɛ_���ӹ���֮��A�Ϛ�����Ϛ���˵���ʼλ�ã� �˕r���φ�Ԫ���ͳ�һֻ���ϣ����m�ļӹ��؏����Ϲ�����ǰ�ڛ_��λ�õĹ��������@��λ �ϊA�o����_ʼ�������¹����������_����λ�ϣ�Ȼ��_��Һ�����c�@��Һ���քe������ɼӹ������؏����������^���΄��������ͱ��������͎��ϣ��M�з֒������_���Ϸքe��ۡ�
3���_�����@�׆�Ԫ�������ě_��һ��ؓ�d�^�ʱ���Ӗ�b���x��Һ�����Ӂ팍�F�_�� �_�����ӛ_���^��ɛ_���������@����ֱ��늙C������С�_�@��ɣ��@���Ԅӽo�M��
Һ��������ɣ�Һ��ϵ�y�D������ʾ��
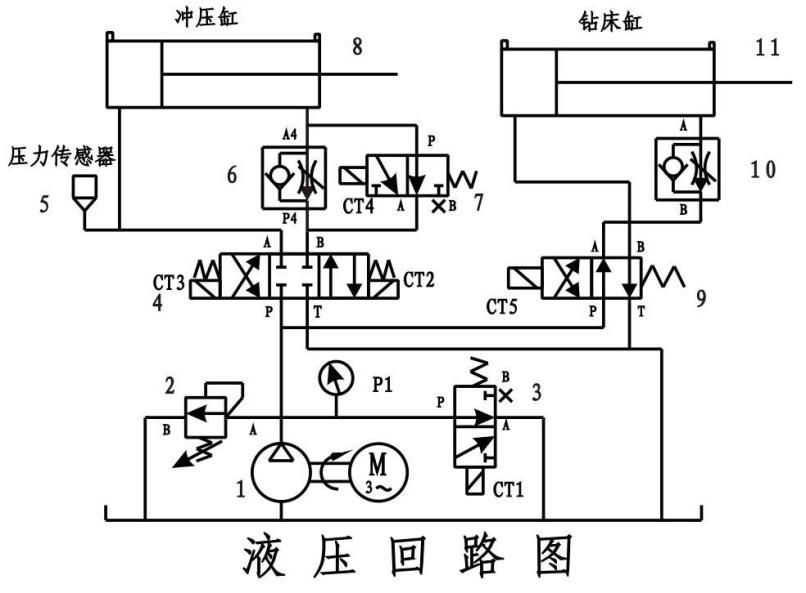
1��Һ������Դ
2.ֱ��ʽ�����y
3.���dж�ɓQ���y
4.��λ��ͨ�Q���y
5.����������
6.�������y
7.��λ��ͨ�Q���y
8.�_��Һ����
9.��λ��ͨ�Q���y
10.�������y
11.�@��Һ����
4���֒���Ԫ���ӹ���ɵij�Ʒ�M����͎������͎���׃�l�{�ٽ���늙C�ṩ���������͎� ���ù��Iƽ�������a���z�y��ǰ�����ٶȣ��������ԅ^�e��ͬ���ϣ��֒������������������ �����ϲۃȡ�
5�����К���ɚ��늴��y���ƣ�ϵ�y�D���£�
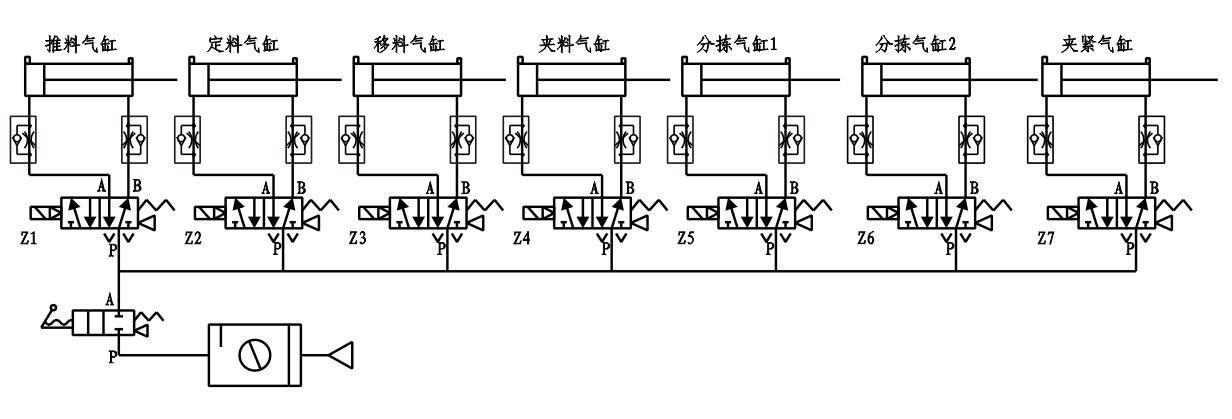
�����^�̺�����
ͨ�ͨ������К�Իص���ʼλ�ã�������ןo������������� �Ϻ��c�������Ӱ��o�����Gɫ��ʾ���c���������Ϛ����������Ϛ������������ϻ�λ������ �ϻ�λ���A�Ϛ������������Ϛ��������_��Һ����������_��Һ����λ���A�Ϛ��λ�������Ϛ��λ�������Ϛ����������Ϛ������������ϻ�λ�������ϻ�λ���A�Ϛ���� ���������Ϛ��������_��Һ����������@��Һ����������@��Һ����λ���_��Һ����λ�� ���@��Һ�����c�_��Һ�����˻ص�ԭλ�������؏Ͷ��ϡ����ϡ��A�ϡ����ϡ��_�������@�������������Εr���z�y�����_�����������ϕr���֒���ׄ�������һ���Ǚz�y��ɫ���ϣ��ڶ����� �z�y�X�|���ϣ��������Ǖr���������һ���ϲ�����ς}��]�����Ϻ��^����犌��������������ϼӹ�����ٵȴ����ϣ�������������ٞ���������
�ھ�ʽ�ς}��������ɂ����ϙz�y���������Йz�y�����ϕr�Gɫ��ʾ���c���������κε�һ�����ϙz�y�������]�Йz�y�����ϕr�Sɫ��ʾ���c����ֻ����߅�Ă������]�Йz�y�����ϕr �tɫ��ʾ���c����
�塢�O���������
|
��̖ |
�� �Q |
��̖��Ҏ�� |
���� |
�� ע |
|
1 |
��Ӗ�����_ |
�X�Ͻ��ͲĿ�� |
1�_ |
|
|
2 |
���φ�Ԫ |
��Ͱ������������_�P |
1�� |
|
|
3 |
�gЪʽ���ͼ��A�o��Ԫ |
�X�ƙC�������懊��ɰ����ɫ�����������_�P��λ |
1�� |
|
|
4 |
�_����Ԫ |
Һ�����ƣ��ӽ��_�P��λ |
1�� |
|
|
5 |
�@�׆�Ԫ |
���I���@����Һ�����ƣ��ӽ��_�P��λ |
1�� |
|
|
6 |
�֒���Ԫ |
3������ƣ������_�P��λ�����w���������ӽ��_�P�ȿ������Ϸ֒� |
1�� |
|
|
7 |
���Ԫ�� |
�O�������еĚ��Ԫ�� |
1�� |
|
|
8 |
�o���՚≺�s�C |
�o�͙C |
1�_ |
|
|
9 |
Һ��Ԫ�� |
�O�������е�Һ��Ԫ�� |
1�� |
�A�� |
|
10 |
��Һ��������Ԫ |
���� 0.735kW������ 1.6mL/r���ݷe6L |
1�� |
|
|
11 |
PLC���C |
PLC���C��CPU SR40��24DI/16DO���^��� |
1�_ |
���T�� |
|
12 |
ģ�M���Uչģ�K |
EM AE04��4AI |
1�� |
���T�� |
|
13 |
׃�l�� |
MM420��0.37kW |
1�_ |
���T�� |
|
14 |
�|���� |
7�� |
1�_ |
MCGS |
|
15 |
����׃���� |
����0��10MPa |
1�� |
|
|
16 |
���D���a�� |
�}�_�� |
1�� |
|
|
17 |
��늂����� |
CX-441 |
2�� |
���� |
|
18 |
���w������ |
E32 |
1�� |
|
|
19 |
�ӽ��_�P |
LE4-1K |
4�� |
|
|
20 |
��ʾ�� |
�t���S���G��ɫ |
1�� |
|
|
21 |
�����p��늙C |
�~������ 25W |
1�� |
|
|
22 |
�z�� |
M16��1.5/8A-W |
1�� |
|
|
23 |
�y��ܛ�� |
HFE1-P2-3-0.5m |
1�� |
|
|
24 |
���_ʽ�@�� |
�� |
1�_ |
|
|
25 |
���� |
�A�� |
1�� |
|
|
26 |
늚ⲿ�� |
©늱��o�����_�P�Դ�����o�_�P�����|���������o���ᱣ�o�^����� |
1�� |
|
|
27 |
���� |
��Ӱ��֡������ǰ��֡��ݽz���� |
1�� |
|
|
28 |
������| |
PC/PPI |
1�� |
|
|
29 |
��Ӗָ���� |
|
1�� |
|
|
30 |
��P |
������ܛ����ָ�����������Y�� |
1�� |
|